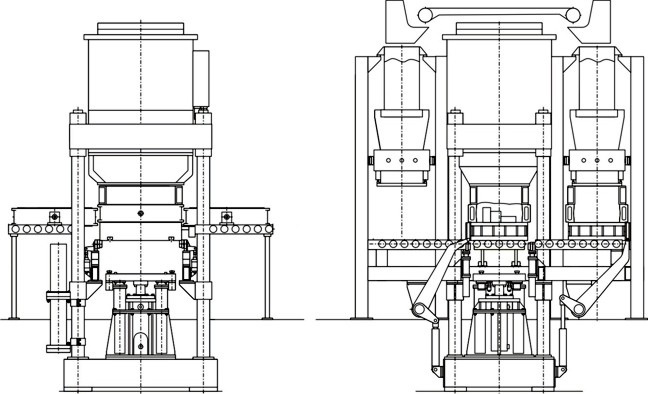
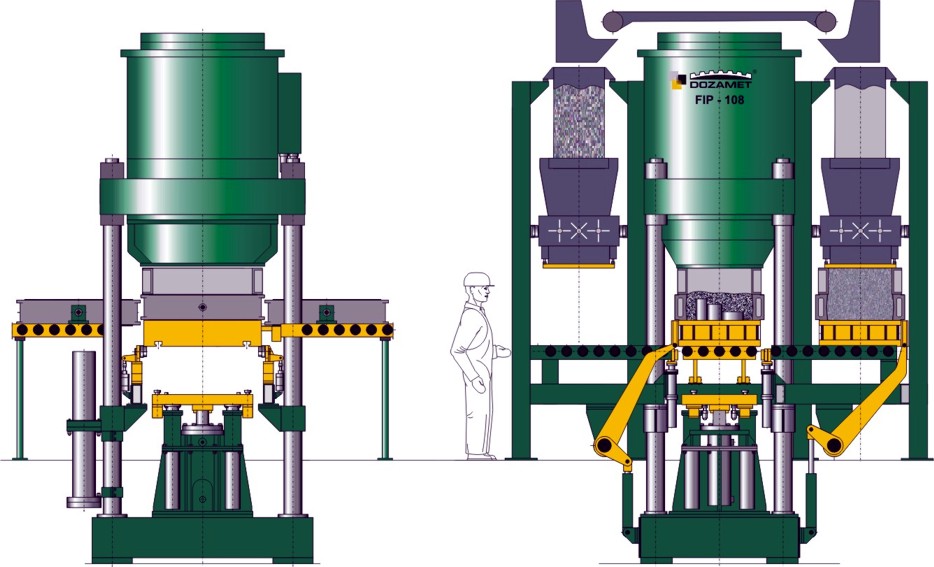
Przeznaczenie:
Formierka impulsowo-prasująca FIP-108 jest przeznaczona do wykonywania półform odlewniczych dolnych i górnych w skrzyniach formierskich o wymiarach w świetle 1000 x 800 x 250÷350 mm. Tworzywem na odlewy jest wszelkiego rodzaju żeliwo szare i sferoidalne, a także staliwo.
Zagęszczanie półform dolnych i górnych odbywa się wg poniższej technologii:
- dozowanie grawitacyjne masy do skrzyni formierskiej;
- zagęszczanie impulsowe niskociśnieniowe;
- doprasowanie w zakresie niskich, średnich i wysokich nasisków jednostkowych.
- zagęszczanie wstępne;
- zagęszczanie zasadnicze.
Formierka FIP-108 gwarantuje otrzymanie wysokiej jakości formy odlewniczej i odlewu pod względem:
- wysokiej dokładności wymiarowej i masowej, poprzez nikłe rozbicie formy;
- jednorodnego rozkładu zagęszczenia w całej formie;
- zmniejszonej chropowatości powierzchni;
- powtarzalności parametrów fizyko-chemicznych oraz wytrzymałościowych.
- dużą wydajnością pracy;
- wysoką niezawodnością;
- wysokim stopniem zautomatyzowania;
- wysoką jakością zagęszczania masy;
- szczelnym systemem dozowania masy oraz spryskiwania płyt modelowych;
- niezależnym, ale zsynchronizowanym transportem bloków modelowych.
| Typ maszyny | FIP-108 /trzystanowiskowa/ | ||
|---|---|---|---|
| Technologia formowania |
Dozowanie grawitacyjne, niskociśnieniowe formowanie impulsowe dłu z z doprasowaniem w zakresie średnich nacisków jednostkowych | ||
| Wielkość skrzyni formierskiej w /w świetle/ |
długość |
1000 |
mm |
|
szerokość |
800 |
mm | |
|
wysokość |
250-350 |
mm | |
| Wydajność maszynowa |
80 |
form/h | |
| Cykl pracy |
22,5 |
s | |
| Głębokość modelu ujemnego |
200 |
mm | |
| Ciśnienie robocze w głowicy impulsowej |
0,2-0,6 |
MPa | |
| Ciśnienie sprężonego powietrza |
0,5-0,7 |
MPa | |
| Skok zespołu prasowania |
350 |
mm | |
| Skok zespołu podnoszenia |
500 |
mm | |
| Zainstalowana moc |
29 |
kW | |
| Warunki zasilania |
3x400V/50Hz |
||
| Napięcie sterowania |
24 |
V | |
| Minimalna temperatura pracy |
5 |
ºC | |
| Zapotrzebowanie masy formierskiej |
56 |
t/h | |